结构及材质
| 结构 | 材质 | 表面处理 |
|---|---|---|
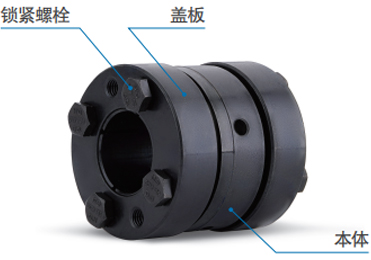
| 本体 | S45C (调制处理) |
黑色氧化膜 |
| 盖板 | S45C (调制处理) |
黑色氧化膜 |
| 锁紧螺栓 | SCM435 | 黑色氧化膜 |
- 如需标准表面处理以外的其他规格,请与客户中心联系。
特征及用途
| 零背隙(精度) | ☆ |
|---|---|
| 高扭矩传达力(耐久性) | ☆ |
| 扭转刚性 | ☆☆ |
| 震动吸收/削减 | - |
| 吸收偏差 | - |
- 刚性联轴器属于金属一体型,零背隙,无动力/运动损耗。
- 无吸收偏差结构及功能,请务必对两轴进行完全一致的排列。
- 具有围绕旋转轴的对称结构,平衡特性非常优秀。
- 特别是SRGP系列内/外径同时加工,适合精密安装。
锁紧方式
| 内螺栓固定型 | 一般 | X |
|---|---|---|
| 键槽 | X | |
| 夹紧型 | 一般 | X |
| 夹紧分离 | X | |
| 键槽 | X | |
| 胀紧型 | ○ | |
采购向导
组装方法
- ① 将联轴器的内径面和轴的外表面擦拭干净后,涂上薄层的油。但,禁止使用含硅或钼 成分的油。
- ② 按照推荐的轴插入长度(L1)尺寸插入轴。
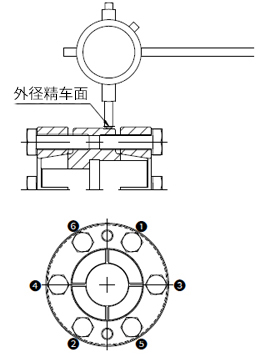
- ③ 在外径精车面上接触仪表后,一边旋转轴一边调整刻度值的变化量为0时锁紧螺栓(建议用推荐的扭矩值)。此时为了用均一的扭矩锁紧推荐使用扭矩扳手。
- ④ 按照如图所示的顺序以样册标注的锁紧扭矩值的1/4和1/2逐步锁紧螺栓。
- ⑤ 使用扭矩扳手,用建议的紧固扭矩反复拧紧所有的螺栓,然后慢慢旋转轴并检查仪表 的值。
- ⑥ 请按同样的顺序安装另外一端轴。